23-02-2026
8 min read
This guide covers every major category of 3D printing material, from thermoplastic filaments and photopolymer resins to metal powders, composites, and ceramics; along with their properties, industrial applications, and how to choose the right one for your project.

If you are evaluating 3D printing for your business, whether for prototyping, tooling, or production, the first real question is not which machine to buy. It is which material to use. The material you choose defines the strength, appearance, heat resistance, flexibility, and cost of your final part. Get it right, and additive manufacturing works. Get it wrong, and you are left with parts that crack, warp, or simply do not meet the application requirements.
This guide walks through every major material category used in industrial 3D printing, grouped by how people actually search for them: by technology, by use case, and by industry. No filler. Just the information you need to make a confident decision.
Before going into the detail of each technology, here is a quick overview of the most widely used material families in industrial 3D printing today:
Each material family is tied to a specific 3D printing technology. You cannot print metal on an FDM machine, and you cannot use nylon filament in an SLA printer. Choosing the right material always starts with understanding which process will produce your part.
Use this table to quickly map a material to its technology, strengths, and typical applications. Scroll down for detailed breakdowns of each.
| Material | Technology | Best For | Common Applications |
|---|---|---|---|
| PLA | FDM | Easy printing, smooth finish | Visual prototypes, education, concept models |
| ABS | FDM | Toughness, heat resistance to ~100 °C | Functional housings, automotive parts |
| Nylon PA12 | FDM / SLS | Wear resistance, flexibility, strength | Clips, gears, connectors, batch parts |
| PEEK | FDM | Extreme heat and chemical resistance | Aerospace, medical, oil and gas |
| TPU | FDM | Flexible, rubber-like parts | Grips, gaskets, wearables, protective covers |
| Standard Resin | SLA / DLP | Highest detail and surface finish | Visual models, presentations, CMF reviews |
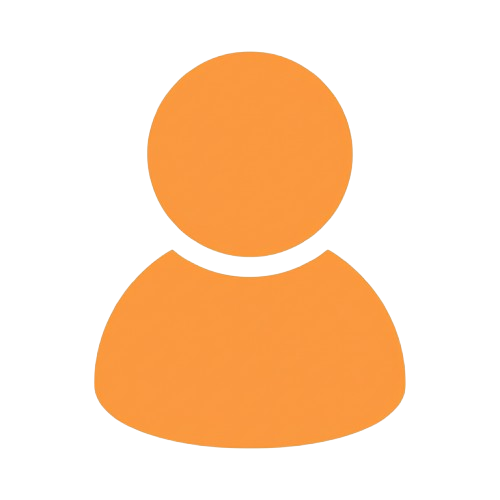
| Clear Resin | SLA / DLP | Near-optical transparency | Lens covers, packaging, light guides |
| Castable Resin | SLA / DLP | Clean burnout for casting | Jewellery, dental, investment casting |
| PA12 Powder | SLS | Batch production, no supports needed | Automotive, industrial, consumer goods |
| PA11 Powder | SLS | Higher flexibility and impact resistance | Living hinges, snap-fits, ductile parts |
| Stainless Steel 316L | DMLS / Binder Jetting | Corrosion resistance, high density | Medical, food processing, marine |
| Titanium Ti6Al4V | DMLS | Strength-to-weight, biocompatible | Implants, aerospace, motorsport |
| Aluminium AlSi10Mg | DMLS | Lightweight, good thermal properties | Heat exchangers, brackets, housings |
| Inconel 718 | DMLS | Heat resistance above 700 °C | Turbines, exhaust, defence |
| Maraging Steel | DMLS | Hardness above 50 HRC | Mould inserts, production tooling |
| Cobalt Chrome | DMLS | Biocompatible, wear resistant | Dental copings, surgical instruments |
| Continuous Carbon Fibre | CCF | Metal-replacement strength at low weight | Tooling, robotic arms, drone frames |
| Multi-Material PolyJet | PolyJet | Rigid + flexible + multi-colour in one print | Realistic prototypes, overmould simulations |
| Silica Sand | Binder Jetting | Rapid casting moulds, no tooling | Foundry moulds and cores |
Now let us break down each material family in detail. What it is, how it works, and where it fits in real industrial applications.
FDM (Fused Deposition Modelling) is the most accessible and widely adopted 3D printing technology. It works by heating a solid thermoplastic filament and extruding it through a nozzle layer by layer. FDM covers the widest material range of any technology, from basic prototyping plastics to aerospace-grade polymers.
PLA is the easiest material to print. It is made from renewable resources like corn starch, produces minimal warping, and delivers smooth surfaces. Ideal for design reviews, education, display models, and early concept validation. However, PLA softens at around 55 °C and is not suitable for functional or heat-exposed parts.
ABS offers good impact resistance, toughness, and can handle temperatures up to about 100 °C. It is a standard material for automotive housings, electronic enclosures, and parts that need to survive handling and light mechanical loads. Requires a heated bed and enclosed chamber to print reliably.
PETG combines the printability of PLA with better mechanical performance. It offers good chemical resistance, decent toughness, and reasonable layer adhesion. Used in packaging prototypes, containers, and functional parts where a balance of properties is needed without the difficulty of printing ABS.
Nylon filaments deliver high strength, flexibility, excellent wear resistance, and fatigue performance. Used for gears, clips, snap-fit assemblies, hinges, and production-grade connectors. PA12 is the most common; PA6 offers higher impact resistance. Nylon absorbs moisture quickly and must be stored dry.
TPU is an elastomeric filament with Shore hardness ranging from 80A to 95A. Used for grips, gaskets, vibration dampeners, wearable components, phone cases, and protective covers. Common in consumer electronics prototyping where you need to evaluate feel and flexibility.
These are high-performance engineering polymers. PEEK handles continuous temperatures above 250 °C and has strength approaching some metals. ULTEM (PEI) is flame-retardant and used in aerospace interiors. PPS offers outstanding chemical resistance. All three require industrial FDM machines with high-temperature extruders and heated build chambers.

ABS. A tough, heat-resistant thermoplastic used in functional prototypes and housings.
SLA (Stereolithography) and DLP (Digital Light Processing) use UV light to cure liquid photopolymer resins layer by layer. Resin printing delivers the finest surface finish and highest detail resolution of any 3D printing technology, which is why it is the go-to process for visual models, dental parts, jewellery patterns, and precision components.
General-purpose resins for concept models, design reviews, and early-stage product development. Available in multiple colours. They produce smooth, sharp, detailed parts with minimal post-processing. Commonly used in consumer product development for form validation and presentations.
Clear resins produce parts with near-optical transparency after polishing. Light transmission can reach above 90 percent. Used for indicator windows, lens covers, cosmetic packaging prototypes, bottles, and fluid flow visualisation models.
Engineered for impact resistance and moderate flexibility. Used for snap-fit assemblies, living hinges, enclosures, and parts that need to survive repeated handling and functional testing without cracking or shattering.
Designed to burn out cleanly in investment casting workflows with zero ash residue. Used extensively in jewellery manufacturing and casting and forging to create detailed wax-replacement patterns for rings, pendants, dental copings, and small metal components.
Certified resins for dental applications including surgical guides, dental models, splints, retainers, and temporary crowns. These materials meet ISO 10993 or similar biocompatibility standards and are validated for patient contact and intraoral use.
Formulated to withstand heat deflection temperatures above 200 °C. Used for thermoforming tools, mould masters, wind tunnel models, and under-hood automotive testing parts.
Synthetic Clear resin. Used for transparent prototypes with near-optical clarity.

Bio-Med Clear. A biocompatible resin certified for dental and medical applications.
SLS (Selective Laser Sintering) uses a laser to fuse fine polymer powder into solid parts. The unsintered powder supports the part during the build, so SLS needs no support structures. This makes it ideal for complex geometries, internal channels, moving assemblies, and batch production of strong functional parts.
PA12 is the most widely used SLS material globally. It offers a strong balance of strength, stiffness, chemical resistance, and surface quality. Used for housings, clips, brackets, fluid connectors, and small batch production parts across automotive, industrial, and consumer sectors. If you are starting with SLS, PA12 is almost always the first material to evaluate.
PA11 is a bio-based nylon derived from castor oil. It offers higher elongation at break and better impact resistance than PA12. making it the choice for parts that need ductility, like living hinges, snap-fit enclosures, and impact-exposed automotive components.
Nylon blended with glass beads or fibres for improved rigidity and thermal performance. Used for structural brackets, heat-exposed housings, and functional parts that need more stiffness than neat nylon without switching to metal.
Elastomeric SLS powder used for soft-touch parts, gaskets, protective bumpers, and shoe midsoles. Gives you the design freedom of SLS with rubber-like mechanical performance.

PA6 / PA66 Nylon. High-strength polymer powder for SLS batch production.
Metal 3D printing uses fine metal powders processed by technologies like DMLS (Direct Metal Laser Sintering) and Binder Jetting. A laser or binder selectively fuses or bonds the powder layer by layer, producing fully dense metal parts with mechanical properties comparable to wrought or cast metals. This is where 3D printing replaces or complements traditional manufacturing for aerospace, medical, automotive, and heavy engineering components.
316L is used in medical, food processing, and marine environments where corrosion resistance matters. 17-4 PH offers high strength after heat treatment and is used for aerospace brackets, tooling components, and structural hardware.
The go-to alloy when strength-to-weight ratio and biocompatibility are critical. Used for aerospace structural parts, surgical implants, dental frameworks, and motorsport components. Relative density after printing exceeds 99.5 percent.
Lightweight alloy with good thermal conductivity. Used for heat exchangers, brackets, housings, and parts where weight reduction is the primary goal. Common in automotive and electronics applications.
Nickel-based superalloys built for the harshest conditions. Inconel 718 retains its mechanical properties above 700 °C. Used in gas turbine components, exhaust systems, nuclear applications, and oil and gas equipment.
Used for mould inserts with conformal cooling channels, die-casting tooling, and production dies. Maraging steel can be hardened to above 50 HRC. These materials directly improve cycle times and part quality in tooling applications.
Biocompatible alloy used in dental copings, crowns, surgical instruments, and orthopaedic implants. Delivers high hardness, corrosion resistance, and outstanding wear performance.

Stainless Steel 316L / 17-4 PH. Corrosion-resistant metal powder for DMLS printing.

Inconel 718 / 625. Nickel superalloy for extreme heat and corrosion resistance.
Composite 3D printing combines a base polymer with reinforcing fibres to produce parts that are significantly stiffer, stronger, and lighter than standard plastics. Continuous Carbon Fibre (CCF) printing is the most advanced form, producing parts that can replace machined aluminium in many applications.
Short carbon, glass, or Kevlar fibres blended into a nylon base. Improves stiffness and dimensional stability compared to neat polymers. Used for jigs, fixtures, brackets, and housings where moderate reinforcement is needed without the cost of continuous fibre.
Continuous strands of carbon fibre are laid within a nylon matrix during printing, creating parts with strength-to-weight ratios approaching aluminium. Used for robotic end-effectors, drone frames, automotive tooling, and structural components where every gram matters.
Fibreglass delivers reinforcement at a lower cost than carbon fibre. Kevlar provides exceptional impact absorption. Both are used in protective housings, industrial equipment, and parts exposed to repeated impact or vibration.

PEEK. High-performance polymer with mechanical properties approaching metal.
PolyJet technology jets multiple photopolymers simultaneously and cures them with UV light. The standout feature: you can combine rigid and flexible zones, multiple colours, transparent and opaque sections, all in a single print, without assembly. This makes PolyJet the preferred technology for realistic product prototypes that look and feel like the final manufactured part.
Simulate engineering plastics with good stiffness and surface detail. Available in multiple colours for product-realistic mock-ups used in client presentations, design reviews, and marketing photography.
Materials with Shore A values from 27 to 95. Used to simulate overmoulded grips, soft-touch buttons, flexible hinges, and rubber-like seals within the same printed assembly, no second tool or assembly step needed.
Blended photopolymers that simulate the toughness of ABS or PP. Used for functional prototyping where snap-fit testing, hinge durability, and drop tests are needed before committing to injection moulding tooling.
Certified for medical device prototyping and surgical guides. Allows multi-material anatomical models that combine bone (rigid), soft tissue (flexible), and vessels (transparent) in a single print for surgical planning.
Elastic 600. Flexible PolyJet photopolymer for rubber-like prototypes.
Binder Jetting is not limited to metals. It also processes sand, ceramics, and wax to create moulds, cores, and patterns for foundry applications, eliminating traditional pattern-making and slashing lead times from weeks to days.
3D printed sand moulds and cores are used directly in casting and forging workflows for iron, steel, and aluminium castings. No patterns, no tooling, no waiting. Design changes go straight from CAD to the foundry floor.
Ceramic powders including alumina and zirconia can be binder-jetted and sintered to produce parts with exceptional hardness, thermal resistance, and electrical insulation. Used in tooling, custom crucibles, furnace components, and sensor housings.
Wax patterns printed via PolyJet or inkjet systems replace injection-moulded wax in investment casting. Common in jewellery and dental manufacturing for producing intricate cast parts without expensive tooling.

Titanium Ti6Al4V. Aerospace and medical grade metal with exceptional strength-to-weight ratio.
Prototyping is the most common entry point for 3D printing. But "prototyping" covers a wide range of needs. The right material depends on what you are validating.
Use SLA standard resins or PolyJet photopolymers. These deliver the best surface finish and visual accuracy. Ideal for investor presentations, design reviews, CMF (colour, material, finish) evaluations, and marketing photography.
Use FDM with ABS or PETG for quick, affordable iterations. Or use SLS PA12 if you need parts that snap together, flex, and handle repeated assembly without breaking.
Use SLS nylon or FDM Nylon / carbon-filled composites for polymer parts. For metal functional testing, use DMLS stainless steel or titanium. These materials give you real-world mechanical data from the prototype stage.
Use SLA clear resin for transparency. Use FDM TPU or PolyJet elastomeric materials for rubber-like flexibility. PolyJet also lets you combine rigid and flexible zones in a single prototype.

PLA. The most accessible 3D printing material, ideal for visual prototypes and concept models.
When parts move from prototyping to end-use production, the material requirements change significantly. Consistency, repeatability, certification, and supply chain stability become as important as mechanical properties.
SLS PA12 and PA11 are the most proven materials for batch production of polymer parts. SLS delivers consistent mechanical properties across hundreds of parts per build, needs no support structures, and supports complex geometries that injection moulding cannot achieve economically at low volumes. Used in scalable manufacturing workflows.
DMLS titanium, stainless steel, and Inconel are used for certified end-use metal components in aerospace, medical implants, tooling, and motorsport. Part density exceeds 99 percent, and mechanical properties match or exceed cast equivalents.
DMLS maraging steel and tool steel are used for mould inserts with conformal cooling channels. Continuous carbon fibre composites replace aluminium jigs and fixtures on the factory floor, at a fraction of the weight.
FDM PEEK and ULTEM handle continuous temperatures above 200 °C and resist most industrial chemicals. Inconel 625/718 handles extreme heat and corrosion in turbine and exhaust applications.

PA12 Carbon Filled. Reinforced nylon for stiff, strong production-grade parts.
Use this checklist before every project to narrow down the right material. It is structured in the order that most purchasing and engineering teams think through the decision.
If you are unsure which material fits your application, a conversation with an experienced material selection team will save more time and cost than trial-and-error testing in your production environment.
Share your part requirements, application, and production goals with our team. We will recommend the right material, technology, and process route, so you get it right the first time.
Talk to Our Material Experts →


