Precision Laser-Based Metal 3D Printing
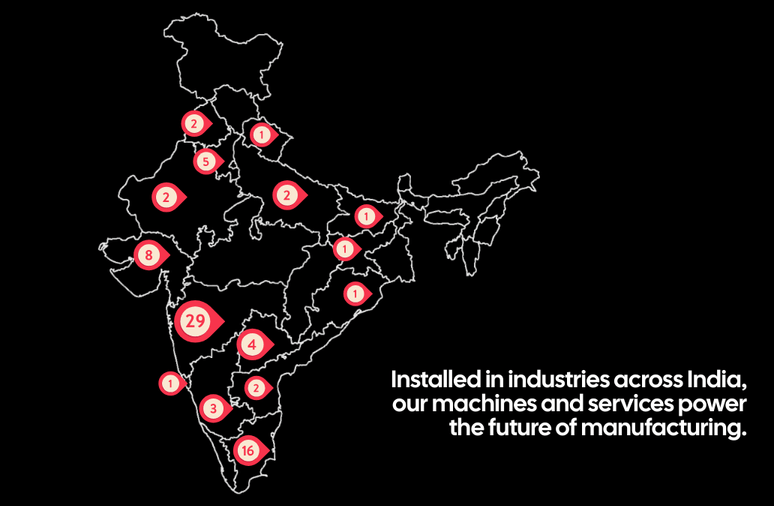
Explore Sahas's range of advanced metal 3D printers trusted by manufacturers, R&D teams, and engineers across industries.
Let's Discuss
A step-by-step process to help you choose, test, and implement the right DMLS 3D printer.
Understand the customer’s application, materials, part size, precision, volume needs, and budget.
Identify the best-fit machine models and compatible materials based on application, performance needs, and budget.
Print sample parts to validate print quality, dimensional accuracy, and material performance for critical applications.
Share a commercial proposal and assist in exploring leasing, EMI, or institutional finance options to ease the investment.
Manage machine installation, deliver hands-on operator training, and ensure long-term support via AMC or technical service.
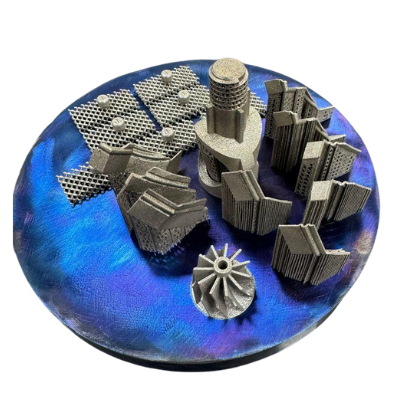
Functional Prototypes
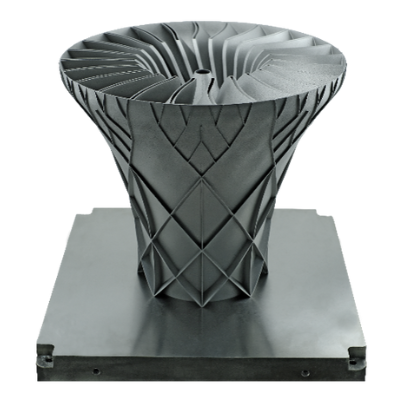
Aerospace Components
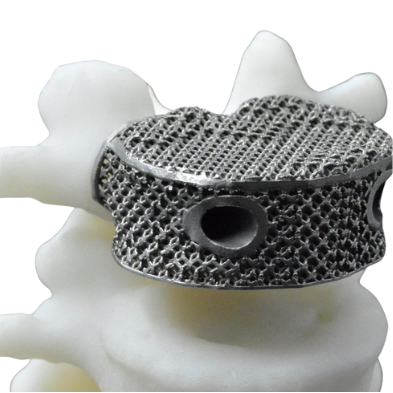
Medical Implants & Instruments

Tooling & Moulds

Automotive Components

Dental Restorations

Heat Exchangers

Customised Industrial Parts
Let's connect