Binder Jetting 3D Printers for Sand Moulds and Ceramic Precision
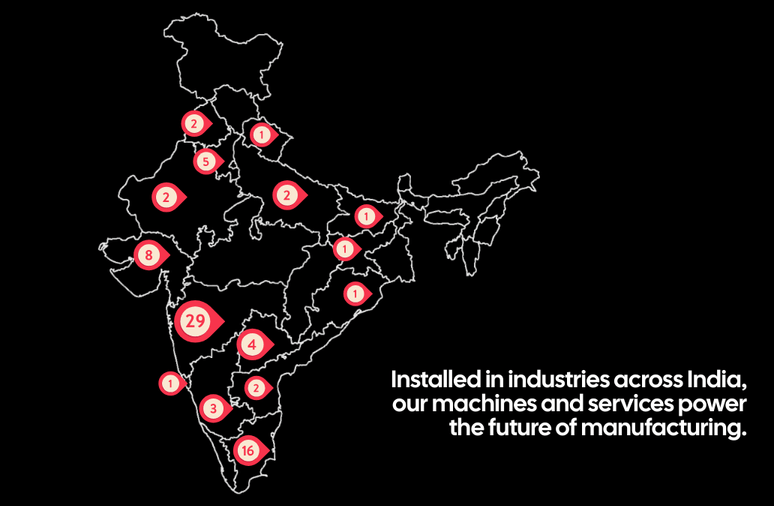
Sahas offers advanced binder jetting machines for high-speed, large-format production of sand moulds, cores, and ceramic components. Ideal for foundries, tooling, and casting industries, these printers redefine manufacturing agility and complexity.
Let's Discuss
A step-by-step process to help you choose, test, and implement the right Binder Jetting 3D printer.
Understand the customer’s application, materials, part size, precision, volume needs, and budget.
Identify the best-fit machine models and compatible materials based on application, performance needs, and budget.
Print sample parts to validate print quality, dimensional accuracy, and material performance for critical applications.
Share a commercial proposal and assist in exploring leasing, EMI, or institutional finance options to ease the investment.
Manage machine installation, deliver hands-on operator training, and ensure long-term support via AMC or technical service.
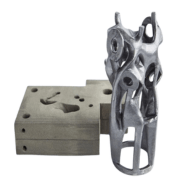
Foundry Sand Moulds & Cores for Metal Casting

Ceramic Prototypes & Components
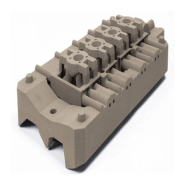
Tooling Patterns & Dies

High-Temperature Furnace Components
Architectural Mouldings & Forms

Art & Sculptural Reproduction
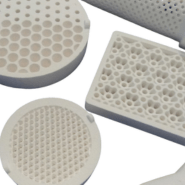
Microfluidic and Porous Ceramic Filters
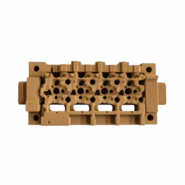
Sand Casting Patterns for Automotive & Aerospace
Let's connect